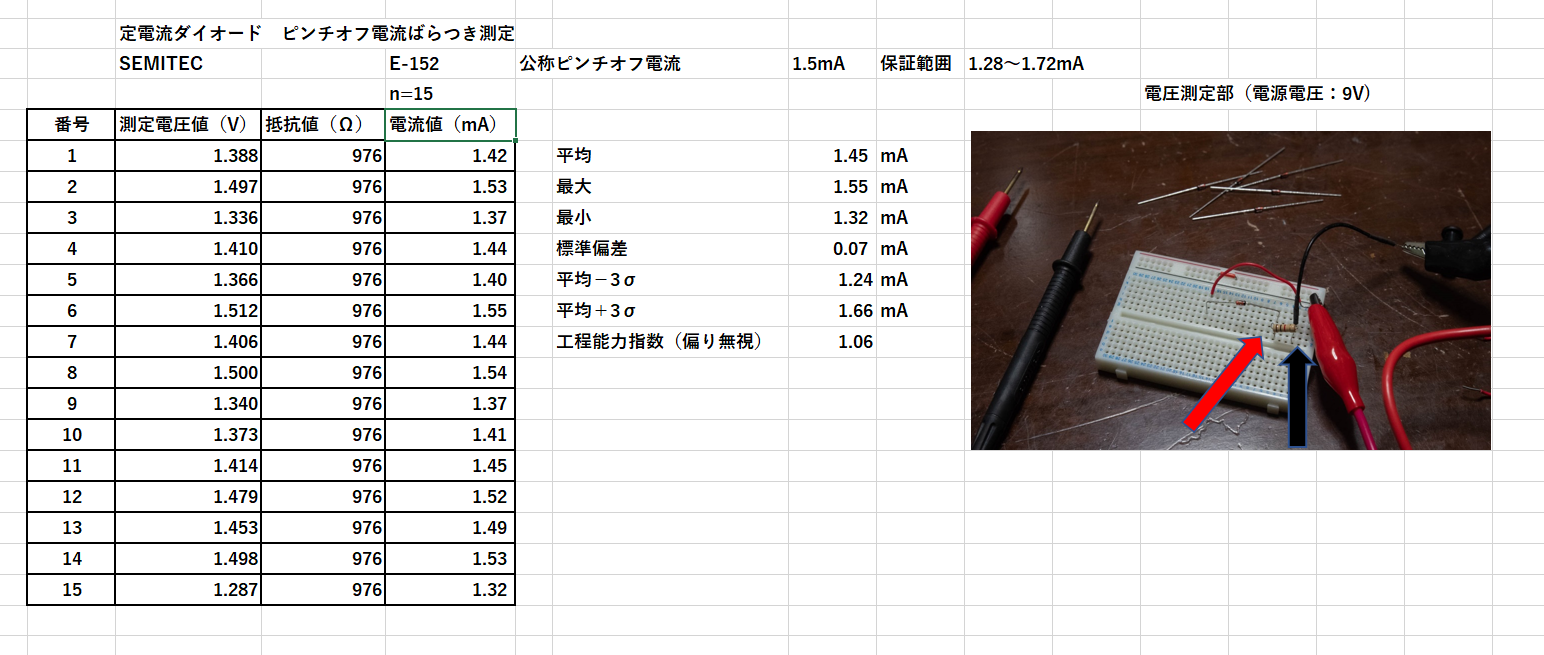
 ぺるけさん設計の全段差動プッシュプルアンプでは、定電流回路に、電圧増幅部では定電流ダイオード、電力増幅部では三端子レギュレータを使っています。この内後者の三端子レギュレータについては以前から?と思って来ました。三端子レギュレータは電圧を降下させて一定の電圧を得る部品ですから、それに固定抵抗を付ければ定電流になるという理屈は分かります。しかし定電流ダイオードというそれ専用の部品があるのに何故使わないのだろうという疑問です。確かに電力増幅部での電流値は電圧増幅部に比べると10倍以上高いので、「一本の」定電流ダイオードで、例えば今私が作ろうとしているアンプで必要な56mAを賄えず、例えばSEMITEC(旧石塚電子)のEシリーズだと最大のピンチオフ電流は18mAまでです。しかしもっと高い定電流値が欲しいのであれば、複数の定電流ダイオードを並列に使えばいい筈です。実際に、公称15mAのと18mAの定電流ダイオードをそれぞれ20本買い、先日の方法で定電流値を実測し、56mAになる組み合わせを探しました。その結果、
ぺるけさん設計の全段差動プッシュプルアンプでは、定電流回路に、電圧増幅部では定電流ダイオード、電力増幅部では三端子レギュレータを使っています。この内後者の三端子レギュレータについては以前から?と思って来ました。三端子レギュレータは電圧を降下させて一定の電圧を得る部品ですから、それに固定抵抗を付ければ定電流になるという理屈は分かります。しかし定電流ダイオードというそれ専用の部品があるのに何故使わないのだろうという疑問です。確かに電力増幅部での電流値は電圧増幅部に比べると10倍以上高いので、「一本の」定電流ダイオードで、例えば今私が作ろうとしているアンプで必要な56mAを賄えず、例えばSEMITEC(旧石塚電子)のEシリーズだと最大のピンチオフ電流は18mAまでです。しかしもっと高い定電流値が欲しいのであれば、複数の定電流ダイオードを並列に使えばいい筈です。実際に、公称15mAのと18mAの定電流ダイオードをそれぞれ20本買い、先日の方法で定電流値を実測し、56mAになる組み合わせを探しました。その結果、
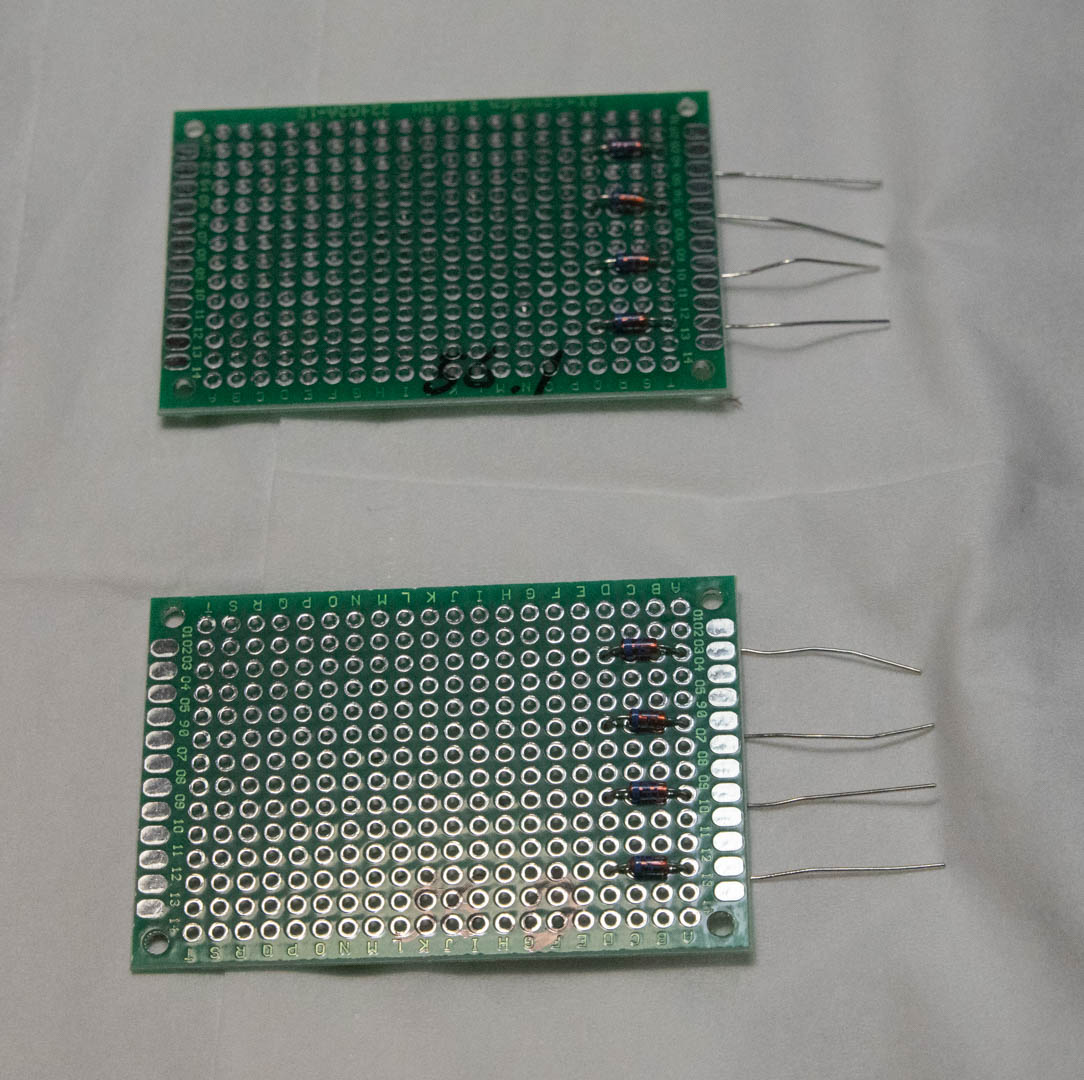
Rチャンネル用:12.3mA + 14.6mA + 15.3mA + 13.9mA = 56.1mA
Lチャンネル用:11.7mA + 15.4mA + 15.3mA + 13.6 mA = 56.0mA
という具合に4本並列にすることで、2チャンネル分でほぼ目的の定電流値の回路を組むことが出来ました。注意点としては定電流ダイオードは発熱するので、あまり近接させて実装しない方がいいということがあります。まだこれで上手くいくかどうかはやってみなければ分かりませんが、少なくともノイズ源になる三端子レギュレータよりもこの方がオーディオ用としてはまっとうだと思います。
なお、電圧は7.8V x 2で15.6Vであり、各定電流ダイオードはDC30VまでOKですので、まったく問題無いと思います。