
 電動ドリル+ドリル台を使い始めましたが、この際と思って丁度1年前に買って、そのまま押し入れルームに入れたままだったボール盤を引っ張り出して組立てました。ドリル台+電動ドリルとの比較だと、
電動ドリル+ドリル台を使い始めましたが、この際と思って丁度1年前に買って、そのまま押し入れルームに入れたままだったボール盤を引っ張り出して組立てました。ドリル台+電動ドリルとの比較だと、
メリット
(1)回転数を4種類に変えられる。(ベルトをかけかえる。)
(2)ふところ、高さとも当然ドリル台よりは大きい。(ドリル台で先ほどフロンパネルの穴開けしましたが、ドリル径が4mm以上だとドリルの軸が長くなるため使えませんでした。)
(3)高さ調整が電動ドリル+ドリル台より楽。
デメリット
(1)場所を取るし重い。
(2)回転方向が時計回りだけで逆転が出来ないのでタッピング加工が出来ない。(タッピングはねじを切った後、ドリルを逆転させて抜く必要があります。)
となります。まあ今回のアンプ作りに両方うまく使い分けて活用してみたいと思います。
カテゴリー: Audio
ドリル台を導入
 シャーシ加工の新兵器!
シャーシ加工の新兵器!
手持ち用のドリル(ボッシュの600Wドリル)が簡易ボール盤に変身するドリル台です。ネック(40φ)部がある電動ドリルなら使えます。最初、電動ドリルのトリガースイッチを操作するのに片手を取られるので、対象物の固定が難しくて足で押さえたりしていたのですが、電動ドリルをONにしたままにするというスイッチがあり、それを使いなおかつ10A定格のフットスイッチを入れて解決しました。
個人向け板金加工まとめ
一応今作ろうとしている真空管アンプのシャーシの穴開けは一段落しました。
しかしながら、初めてだったので色々と失敗があり汚くなってしまったので、これはまあ練習と考え、シャーシももう1台買ってもう一度きちんとやり直します。
一応、今回色々トライしてみた板金加工のやり方とそのツールについて簡単な資料にまとめたので、もし真空管アンプを一から作ろうとされている方がいらしたら、ご一読いただければ幸いです。
真空管アンプの板金加工(8)
 真空管アンプの板金加工その8。真空管ソケットを取り付けて、PCL86を載せてみました。トランスとチョークコイルはまだ穴加工していませんが、ケースだけ載せてみました。シャーシは色を塗りますが、かなり完成イメージに近付いて来ました。トランスカバーもアルミのは後で黒く塗る予定です。
真空管アンプの板金加工その8。真空管ソケットを取り付けて、PCL86を載せてみました。トランスとチョークコイルはまだ穴加工していませんが、ケースだけ載せてみました。シャーシは色を塗りますが、かなり完成イメージに近付いて来ました。トランスカバーもアルミのは後で黒く塗る予定です。
真空管アンプの板金加工(7)
 真空管アンプの板金加工その7。今日はリアパネルをまとめてやりました。ここで初めてACインレット用に角穴にチャレンジ。手前に写っているハンディニブラーという工具を使いました。まあ爪切りの大きなものみたいな感じで、3x10mmくらいの長方形にパネルを噛み取ってくれます。このACインレットみたいなサイズが小さい角穴には便利です。でもトランス用の角穴みたいに大きなものは、これで開けると、多分握力が保たないでしょう。私はそちらは金鋸を使うつもりです。ちょっと失敗して角穴のサイズが大きすぎたのでまたもパテでごまかしました。
真空管アンプの板金加工その7。今日はリアパネルをまとめてやりました。ここで初めてACインレット用に角穴にチャレンジ。手前に写っているハンディニブラーという工具を使いました。まあ爪切りの大きなものみたいな感じで、3x10mmくらいの長方形にパネルを噛み取ってくれます。このACインレットみたいなサイズが小さい角穴には便利です。でもトランス用の角穴みたいに大きなものは、これで開けると、多分握力が保たないでしょう。私はそちらは金鋸を使うつもりです。ちょっと失敗して角穴のサイズが大きすぎたのでまたもパテでごまかしました。
穴加工が終ったら、全体に紙やすりがけして、プライマーを吹き付け、その後塗料を吹き付けます。
まあここまで来ると誰が見てもアンプです。
真空管アンプの板金加工(6)
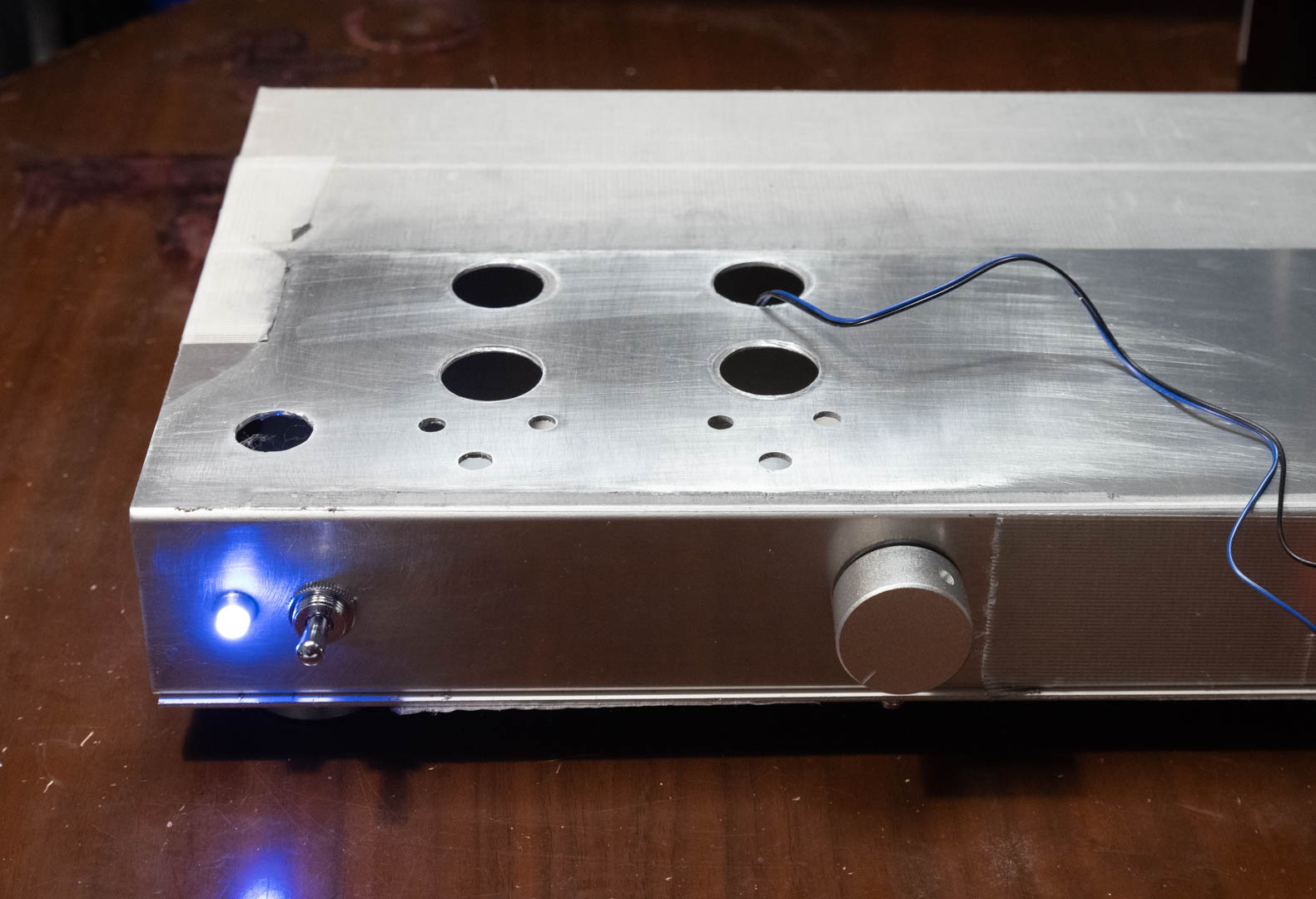 真空管アンプの板金加工その6。電源スイッチの取付け穴が汚くなったのがやはりずっと引っ掛かっていて、結局電源スイッチは上杉研究所式の上部ではなくて一般的なやり方の前面パネルに移しました。今度は12mmまでドリルで開けて、後はリーマーで少し拡げて、今回は上手く行きました。残った上部の穴はこれもリーマーで拡げて、放熱用の空気穴にすることにしました。
真空管アンプの板金加工その6。電源スイッチの取付け穴が汚くなったのがやはりずっと引っ掛かっていて、結局電源スイッチは上杉研究所式の上部ではなくて一般的なやり方の前面パネルに移しました。今度は12mmまでドリルで開けて、後はリーマーで少し拡げて、今回は上手く行きました。残った上部の穴はこれもリーマーで拡げて、放熱用の空気穴にすることにしました。
スイッチ横に表示灯のLEDも付けました。このLEDは定電流ダイオードを内蔵しているもので、6Vぐらいから30VDCまで電圧に関係なく、かつ制限抵抗無しで使えるので真空管アンプのようにヒーター用の電圧が6V、12V、14.5Vと色々あるのには考えなくていいので便利です。ただ欠点は自分で明るさのコントロールが出来ませんが。
ロシア製真空管の輸出停止
ロシアが逆制裁で200品目の輸出を停止し、その中に真空管も含まれています。
https://shop.ehx.com/item/12ax7eh/tubes-vacuum-electro-harmonix/
Electro-Harmonix、Sovtek、Tung-Sol、Mullard。Svetlana、Genalex Gold Lionといったブランドはすべてロシアのエレクトロ・ハーモニックス社で製造されており、今後は入手困難が予想されます。
私はこの事態を予想していたので、当面必要になりそうな真空管は買い増ししています。
真空管アンプの板金加工(5)
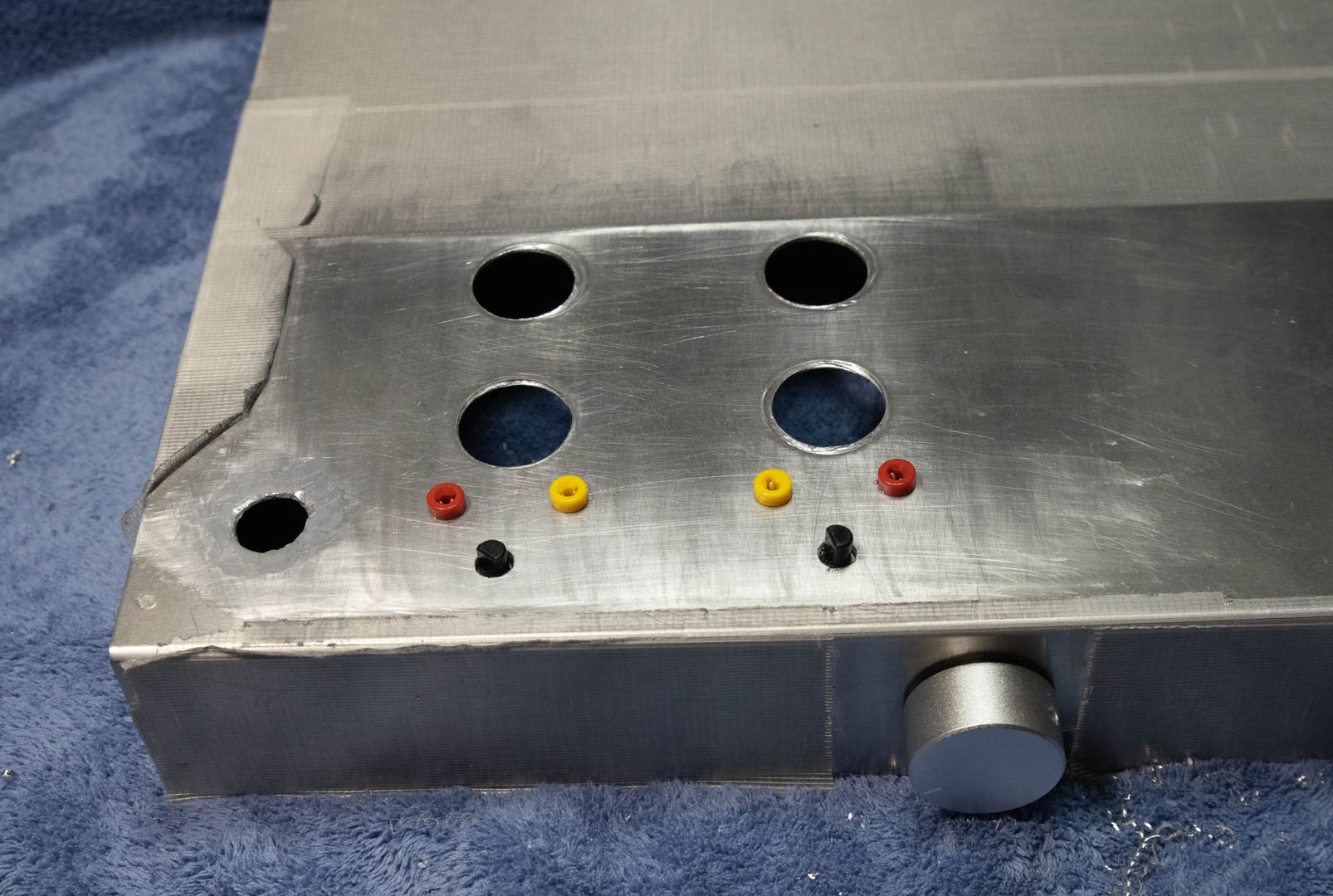 真空管アンプの板金加工その5。バイアス電圧調整のための、測定用端子(ここにテスターのプローブを突っ込む、チップ・ジャックという名前です)4箇所と、調整のための小型ポテンショメーター2つの穴を開けました。それぞれ6φと7φで、どちらも小さめの穴を開けてからリーマーでぐりぐりして調整しました。丸穴についてはかなり慣れてきました。トランス用の角穴は先に開けてしまうとシャーシの強度が低下して加工がしずらくなるので最後にやる予定です。
真空管アンプの板金加工その5。バイアス電圧調整のための、測定用端子(ここにテスターのプローブを突っ込む、チップ・ジャックという名前です)4箇所と、調整のための小型ポテンショメーター2つの穴を開けました。それぞれ6φと7φで、どちらも小さめの穴を開けてからリーマーでぐりぐりして調整しました。丸穴についてはかなり慣れてきました。トランス用の角穴は先に開けてしまうとシャーシの強度が低下して加工がしずらくなるので最後にやる予定です。
真空管アンプの板金加工(4)
 真空管アンプの板金加工その4。ボリュームの取付け。取付け穴はM7のブッシングが入る7.3φくらいの穴と、回転止めのポッチ用の穴です。7.3φは6mmまでドリルで開けて後はリーマーで拡げてOKでした。ポッチ用の穴は位置を合わせたつもりが意外にずれていて、仕方なく穴を拡げましたが、固定には問題ありませんでした。但しボリュームノブを付けてみたら、ボリュームのシャフトが長すぎることが分かり、金鋸で3mm程度切りました。少しずつ、アンプらしさが出てきています。
真空管アンプの板金加工その4。ボリュームの取付け。取付け穴はM7のブッシングが入る7.3φくらいの穴と、回転止めのポッチ用の穴です。7.3φは6mmまでドリルで開けて後はリーマーで拡げてOKでした。ポッチ用の穴は位置を合わせたつもりが意外にずれていて、仕方なく穴を拡げましたが、固定には問題ありませんでした。但しボリュームノブを付けてみたら、ボリュームのシャフトが長すぎることが分かり、金鋸で3mm程度切りました。少しずつ、アンプらしさが出てきています。
真空管アンプの板金加工(3)
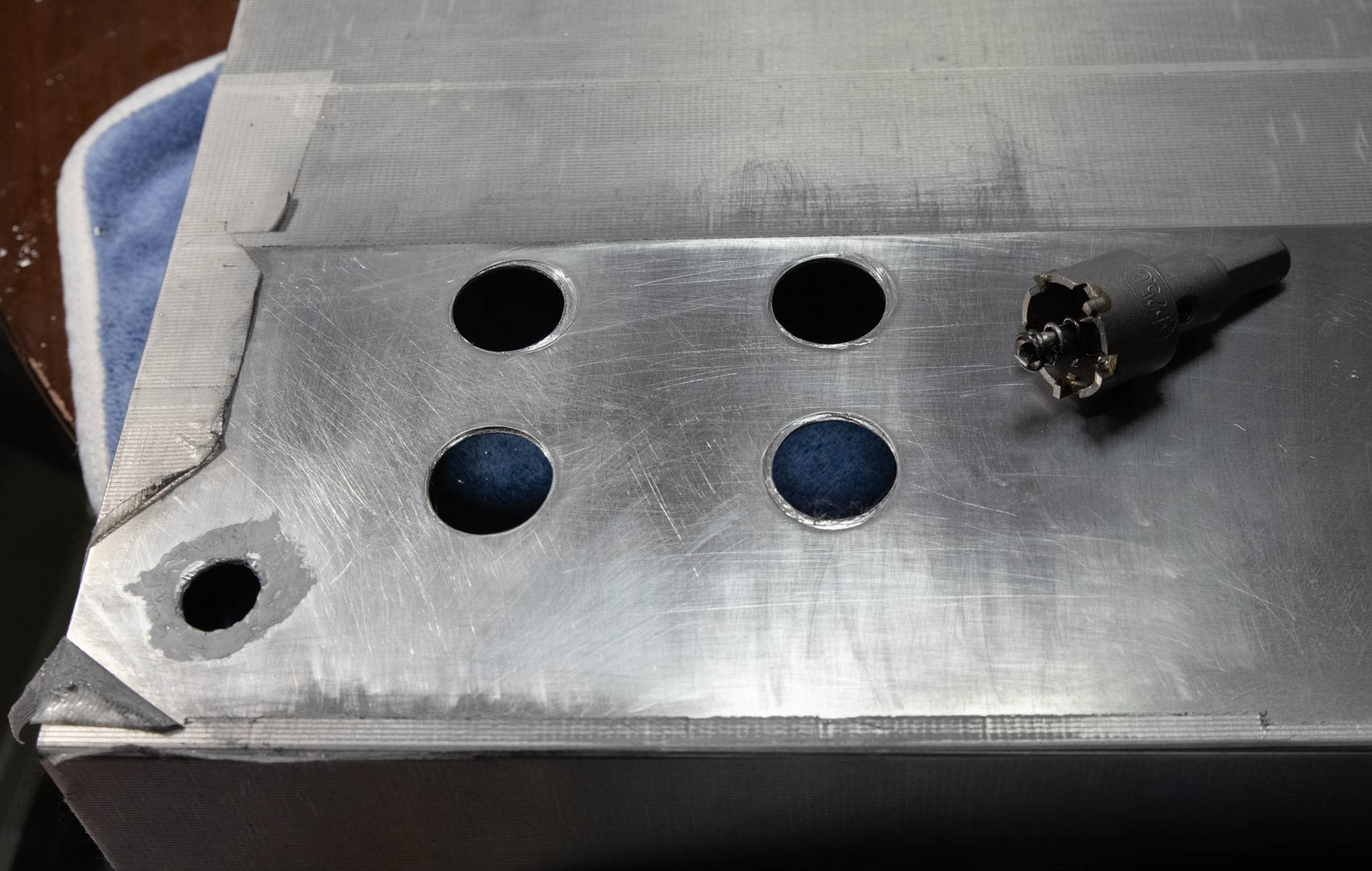 真空管アンプの板金加工その3。真空管ソケット用の穴開け、25φです。このサイズになると、普通のドリルは無く、ホールソーという、中心と外周に刃がついているドリルを使います。(右に写っているの)先日のスイッチ用穴開けの失敗の教訓を活かし、目的は25φですが、22φのホールソーを使いました。これが正解でした。何故なら中央のガイド用ドリルの穴を大きく開けすぎたため、刃がぶれまくってまたも座繰りをしたような感じで22φの所が23φくらいの穴になりました。それをリーマーで拡げて目的の穴径が開けられました。見た目がイマイチですが、初めてだし、ボール盤を使っていないので、多少仕上がりが汚くなるのは仕方がないです。ボール盤は安いのを買っていますが、さすがに部屋の中では使えず、ベランダとかを使うしかありません。しかし今住んでいる賃貸マンションが外壁の塗装をやっていて、ベランダが使えないんです。仮に使えたとしても夜中に盛大に音を立てて金属加工は出来ません。
真空管アンプの板金加工その3。真空管ソケット用の穴開け、25φです。このサイズになると、普通のドリルは無く、ホールソーという、中心と外周に刃がついているドリルを使います。(右に写っているの)先日のスイッチ用穴開けの失敗の教訓を活かし、目的は25φですが、22φのホールソーを使いました。これが正解でした。何故なら中央のガイド用ドリルの穴を大きく開けすぎたため、刃がぶれまくってまたも座繰りをしたような感じで22φの所が23φくらいの穴になりました。それをリーマーで拡げて目的の穴径が開けられました。見た目がイマイチですが、初めてだし、ボール盤を使っていないので、多少仕上がりが汚くなるのは仕方がないです。ボール盤は安いのを買っていますが、さすがに部屋の中では使えず、ベランダとかを使うしかありません。しかし今住んでいる賃貸マンションが外壁の塗装をやっていて、ベランダが使えないんです。仮に使えたとしても夜中に盛大に音を立てて金属加工は出来ません。