
 ここの所、50日間ぐらいずっと、先日完成したPCL86全段差動プッシュプルアンプを聞いていました。さすがにちょっと飽きて来たので、気分を変えるためにまた300Bアンプを取り出しました。久し振りに聴くととてもいいですね。アンプは連続でずっと使うより時々休ませた方がいいのかも。
ここの所、50日間ぐらいずっと、先日完成したPCL86全段差動プッシュプルアンプを聞いていました。さすがにちょっと飽きて来たので、気分を変えるためにまた300Bアンプを取り出しました。久し振りに聴くととてもいいですね。アンプは連続でずっと使うより時々休ませた方がいいのかも。
カテゴリー: Audio
久し振りにJBL4307
 PCL86全段差動プッシュプルアンプを作って1ヵ月が経過し、その音には満足しています。そこで久し振りにJBL4307を取り出してつないでみました。出力音圧レベルが91dB/mありますから、余裕で鳴らせます。やはり、この位の大きさ(=25cm)のウーファーで鳴らす低音は無理がないです。出力音圧レベルについて言えば、今多くのスピーカーが86とか85ぐらいですが、私がオーディオを本格的に始めた頃は、平均が90dB/mぐらいだったと思います。別に今のスピーカーを全面否定する訳ではありませんが、もっと多様性が欲しいと思います。
PCL86全段差動プッシュプルアンプを作って1ヵ月が経過し、その音には満足しています。そこで久し振りにJBL4307を取り出してつないでみました。出力音圧レベルが91dB/mありますから、余裕で鳴らせます。やはり、この位の大きさ(=25cm)のウーファーで鳴らす低音は無理がないです。出力音圧レベルについて言えば、今多くのスピーカーが86とか85ぐらいですが、私がオーディオを本格的に始めた頃は、平均が90dB/mぐらいだったと思います。別に今のスピーカーを全面否定する訳ではありませんが、もっと多様性が欲しいと思います。
PCL86全段差動プッシュプルアンプー1ヵ月間試聴結果
 PCL86全段差動プッシュプルアンプを作って聴き始めてからおよそ1ヵ月が経過しました。ここでこのアンプの音に関して感想をまとめておきます。
PCL86全段差動プッシュプルアンプを作って聴き始めてからおよそ1ヵ月が経過しました。ここでこのアンプの音に関して感想をまとめておきます。
(1)定位の良さ、音場の広さ
これはまさに全段差動回路の効果だと思いますが、左右のセパレーションが良く、音像の定位が明確でまた音場も広いです。「カメルーンのオペラ」という長岡鉄男推薦の二本のマイクだけで録音した本物のステレオのSACD(元はレコード、SACDは数年前に発売されたもの)を聴くと、部屋の中がカメルーンの熱帯雨林になり、虫がちゃんと地面で鳴いています。
(2)S/N比の良さ
フルボリュームしても、ハムもノイズもまったくありません。非常に静かです。なので音楽ソースの細かな音が非常に良く聞こえ、聴感上のダイナミックレンジが広いです。これは、全ての電源にショットキーバリアダイオードを使った結果整流ノイズが少ないのと、定電流回路に三端子レギュレーターではなく定電流ダイオードのみを使ったこと、及び配線において要所でツイストペアーを多用したことの相乗効果ではないかと思います。
(3)安定性
1日12時間ぐらい連続して音楽を聴いても、非常に安定しています。発熱も電源トランスのケース上部がちょっと暖かくなるぐらいで全体的には真空管アンプとしては発熱は少ないです。また、PCL86という複合管のおかげで三極管部と五極管(ビーム管)部でヒーターは共用ですので、電源トランスのヒーター用巻線の定格2Aに対し、その6割の1.2Aしか使っていないので、余裕があります。またそのヒーターの駆動も13.4VDCと低めで無理をしていません。
といった所が長所ですが、逆に短所はこれはこの位の出力(3.1W+3.1W)の真空管アンプでは皆そうですが、オーケストラの強奏の所で歪っぽくなることがあるのと、出力音圧レベル88dB/mのクリプトンのKX-1.5ではまったく問題ありませんが、85dB/mのオートグラフminiGRでは音割れが発生します。
ということで、現在までは非常に満足しており、作って良かったと思っています。
なお、同じPCL86を使った超三結アンプも持って来て聴き比べてみましたが、高音の繊細さはそちらが優りますが、低音の締まりは全段差動プッシュプルの方が上で、トータルでは全段差動プッシュプルの方に軍配を上げます。
スイッチと接点復活剤
 真空管アンプの本を色々読んでいますが、「スイッチの接触が悪くなったら接点復活剤を使いましょう」なんてのが書いてあってびっくりします。市販の接点復活剤はほとんどが化学的な合成油を溶剤に溶いたようなものが多いようです。この場合ピンポイントにスイッチ接点だけに付けて拭くのならまだいいですが、大抵がスプレー式で隙間から細いノズルを入れて吹き付けるようなものが多いようです。この場合油ですから乾かずにそのまま絶縁物や金属の表面に付着したまま残ります。機器をクリーンルームで使っているならいいですが、普通家庭で使うならホコリ・ゴミが無いということはありえません。油の上にそういったゴミやホコリが積もって混じり合い、スラッジという泥状のものになります。そうなると絶縁性が低下し、場合によってはトラッキング現象が起きて最悪発火という事になりかねません。また逆に接点間にそういうものが入ることによって接触抵抗が上がってスイッチとして使えなくなるという可能性もあります。そもそも安物のロータリースイッチとかなら接点が外部に露出しているものもありますが、普通はスイッチの内部にあって接点だけに直接接点復活剤を付けることはまず不可能です。また一時的に接触が復活したように見えても中長期ではトラブルになる可能性大です。そもそもスイッチの接点の損傷は、硫化といって銀の表面が黒くなるようなもの以外に、アークによってスイッチ接点の材料がどんどん減っていくのと2種類が主で、前者に接点復活剤は多少効くかもしれませんが、後者には無意味です。スイッチを長持ちさせるには、
真空管アンプの本を色々読んでいますが、「スイッチの接触が悪くなったら接点復活剤を使いましょう」なんてのが書いてあってびっくりします。市販の接点復活剤はほとんどが化学的な合成油を溶剤に溶いたようなものが多いようです。この場合ピンポイントにスイッチ接点だけに付けて拭くのならまだいいですが、大抵がスプレー式で隙間から細いノズルを入れて吹き付けるようなものが多いようです。この場合油ですから乾かずにそのまま絶縁物や金属の表面に付着したまま残ります。機器をクリーンルームで使っているならいいですが、普通家庭で使うならホコリ・ゴミが無いということはありえません。油の上にそういったゴミやホコリが積もって混じり合い、スラッジという泥状のものになります。そうなると絶縁性が低下し、場合によってはトラッキング現象が起きて最悪発火という事になりかねません。また逆に接点間にそういうものが入ることによって接触抵抗が上がってスイッチとして使えなくなるという可能性もあります。そもそも安物のロータリースイッチとかなら接点が外部に露出しているものもありますが、普通はスイッチの内部にあって接点だけに直接接点復活剤を付けることはまず不可能です。また一時的に接触が復活したように見えても中長期ではトラブルになる可能性大です。そもそもスイッチの接点の損傷は、硫化といって銀の表面が黒くなるようなもの以外に、アークによってスイッチ接点の材料がどんどん減っていくのと2種類が主で、前者に接点復活剤は多少効くかもしれませんが、後者には無意味です。スイッチを長持ちさせるには、
(1)(電源スイッチなら)スパークキラーを入れる
(2)時々操作する
などが基本です。それで最終的に接点が本当にダメになったらそれは交換するしかありません。スイッチは基本的に消耗品です。
真空管アンプにおける突入電流
真空管アンプの突入電流について、実際はどうなのかと思って色々ググってみましたが、何かほとんどの人が真空管のヒーターの電流が点灯後しばらくは定常電流の倍くらいなのを突入電流と呼んでいるようです。突入電流(ラッシュカレントと書いている人が多いけど正しくはインラッシュカレント、inrush currentでは?少なくともULではinrush currentですし、富士通もパナソニックもリレーのデータシートではinrush currentを使っています)は、その名前の通り、電源を入れた瞬間(おそらくせいぜい0.1秒以内)に、私のイメージでは最低でも定常電流の5倍から10倍もの電流が流れることを言うと理解しています。ULでテレビ用の電源スイッチ(ブラウン管TVはブラウン管が巨大な電球なんで、それが冷えている時にスイッチを入れると非常に大きい突入電流が流れます)についてTV定格という規格がありますが、例えば一番低いTV-3でも通常電流が3Aに対し突入電流は51Aです。もっとも高い規格のTV-15だと通常電流が15A、突入電流は実に191Aです。ちなみにテレビは今はご承知の通りブラウン管は使いませんが、しかし現在のデジタルTVはスイッチング電源を使っており、これはこれで大容量の電解コンデンサーを使うので突入電流が大きく、今でもテレビ用の電源スイッチはTV定格を取ったものを使う必要があります。(より細かいことを言えば、デジタルTVは当初はスタンバイスイッチだけで本当の意味の電源スイッチはありませんでした。しかし、待機電力を消費し続けるのが電気代もかかるのと環境的にも良くない、ということで7~8年前くらいからデジタルTVにも電源スイッチが復活しました。その時各社はブラウン管じゃないからTV定格は不要と思っていたようですが、ULがやはりいると言って来て色々騒ぎになったことがあります。)
ヒーターが冷えている間は抵抗が低くて、定格電流の倍くらいの電流が流れるのは、まあ突入電流の一種と言えないことはないのでしょうが、上記の51Aとか191Aに比べたら可愛いもので、その程度でヒーターの寿命が著しく短くなることはまず無いと思います。(トランスレスのラジオの整流管のヒーター電圧35Vとかだったらそれなりに突入電流の影響はあったと思います。そういった整流管は、ある意味他の真空管の保護という意味もあったと聞いています。その頃は整流管というのは寿命があって交換するものだ、という前提で製品が作られていたように思います。当時整流管は大量に使われていて今よりずっとコストは低かったと思います。{今オークション等で買うと35W4で1000~3000円くらいします。})
それから直流点火だと整流回路にコンデンサーが入っているので突入電流が大きくなりこれもヒーターにダメージを与えるといったことを書いている人もいましたが、整流回路のコンデンサーが害を成すのは主に電源スイッチの接点です。真空管側から見れば、スイッチON直後は整流回路のコンデンサーがほとんどの電流を吸ってしまいますので、ヒーターから見ればむしろAC点灯よりも突入電流が少なくなります。
 ちなみに、今回作ったアンプは直流点灯でしかも4,700μFが3つという電解コンデンサーを入れている(元の回路では10,000μFx3でしたがいくらなんでも過剰すぎると思って減らしました)ので、電源ON時にヒーターの下部が一瞬光ったりはまったくせず、数秒してからじんわりとヒーターが明るくなっていきます。逆に電源をOFFにしても5秒くらいはヒーターが点いたままです。(ちなみにこの写真はカメラのISO設定をかなり上げて撮っていますので誇張されて見えます。室内灯を点けた状態では、ヒーターが点いているのはほとんど確認出来ないレベルです。)
ちなみに、今回作ったアンプは直流点灯でしかも4,700μFが3つという電解コンデンサーを入れている(元の回路では10,000μFx3でしたがいくらなんでも過剰すぎると思って減らしました)ので、電源ON時にヒーターの下部が一瞬光ったりはまったくせず、数秒してからじんわりとヒーターが明るくなっていきます。逆に電源をOFFにしても5秒くらいはヒーターが点いたままです。(ちなみにこの写真はカメラのISO設定をかなり上げて撮っていますので誇張されて見えます。室内灯を点けた状態では、ヒーターが点いているのはほとんど確認出来ないレベルです。)
定電流回路に必要なスタートアップ回路
何回か書いているように、今回の真空管アンプは、何もしないと(単に電源スイッチを入れただけだと)右チャンネルがフル音量になるまで約10分、左チャンネルは30分かかります。これの対策で今はスタート時に0.01mAの電流を意図的に付加しており、これの処置後はすぐにフル音量になります。
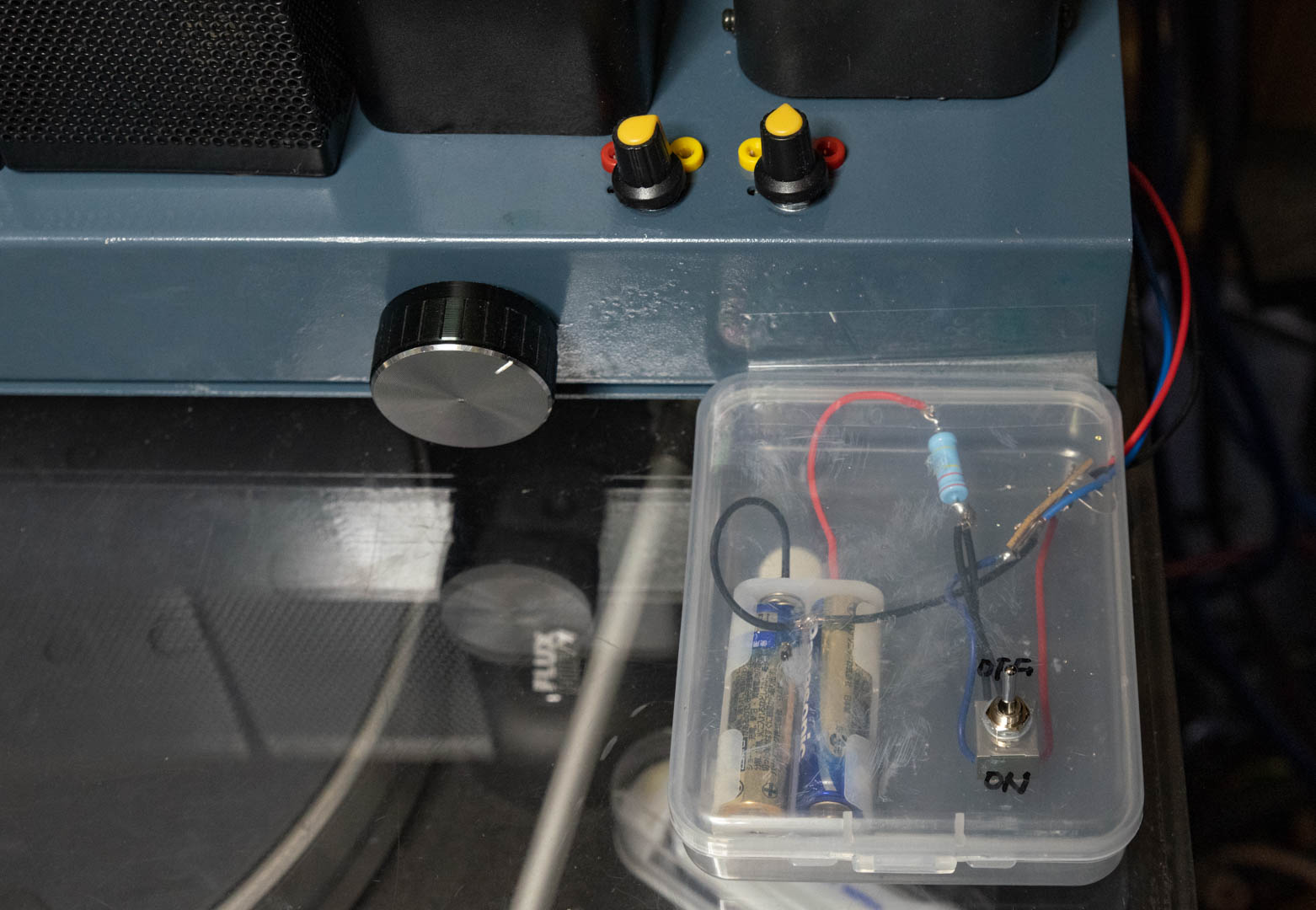 これの理由ですが、定電流回路というのは、最初にスタートアップ回路と言われるものである程度の電流を流してやらないと、定電流に行き着く前に平衡状態に入ってしまうことがあるようです。MOS-FETを用いて、温度に依存しない定電流回路というのが提案されています。ぺるけ氏は、定電流ダイオードが負の温度係数を持っていて、アンプの中が例えば50℃を超えた場合などは定電流の電流値が下がる問題点を指摘されていますが、その解決策は出されていません。その答えがこの「温度に依存しない定電流回路」なんだと思います。そしてこういう回路を組んだら、最初にスタートアップ回路で一定の電流を流す必要があるみたいです。これまでの全段差動プッシュプルアンプであまりそういう問題は指摘されていませんが、電力増幅部も含めて全ての定電流回路を定電流ダイオードだけで組んだのはおそらく私が最初であり、これまでの実装例ではおそらく突入電流のようなものがスタートアップ回路の代用となっていたのか、あるいは三端子レギュレータだとそういう現象が起きにくいとか、そういうことではないかと思います。
これの理由ですが、定電流回路というのは、最初にスタートアップ回路と言われるものである程度の電流を流してやらないと、定電流に行き着く前に平衡状態に入ってしまうことがあるようです。MOS-FETを用いて、温度に依存しない定電流回路というのが提案されています。ぺるけ氏は、定電流ダイオードが負の温度係数を持っていて、アンプの中が例えば50℃を超えた場合などは定電流の電流値が下がる問題点を指摘されていますが、その解決策は出されていません。その答えがこの「温度に依存しない定電流回路」なんだと思います。そしてこういう回路を組んだら、最初にスタートアップ回路で一定の電流を流す必要があるみたいです。これまでの全段差動プッシュプルアンプであまりそういう問題は指摘されていませんが、電力増幅部も含めて全ての定電流回路を定電流ダイオードだけで組んだのはおそらく私が最初であり、これまでの実装例ではおそらく突入電流のようなものがスタートアップ回路の代用となっていたのか、あるいは三端子レギュレータだとそういう現象が起きにくいとか、そういうことではないかと思います。
真空管アンプの電源スイッチの定格について
真空管アンプの電源スイッチの定格ですが、主としてギター用の真空管アンプの作り方を紹介しているページに以下のような記載がありました。
「スイッチにも定格電圧 と定格電流 というものがあり、これ以上かけてはいけない電圧値と、これ以上流してはいけない電流値というものが決まっている。この回路では100VのAC電圧がかかり、大雑把に考えてヒューズの最大電流ぐらいには耐えられるものを使いたいので、100V、2A以上のスイッチを使う。」
このスイッチの定格選定の方法は大いに問題があります。(大雑把過ぎです。)(更にスイッチでは「定格電圧」「定格電流」という言い方はせず、「電流容量」でAC125V10Aのように、使用する電源の種類と電圧、その時の(抵抗負荷での)最大容量としての電流値が通常記載されています。メーカーによってはもっと厳密な「AC-12 フォトカプラによって絶縁された抵抗負荷及び半導体負荷の制御」での容量のような記載をしている所もあります。)
スイッチの定格で考慮しなければならないのは、
(1)そのスイッチを使う回路での定常電流
(2)スイッチを開閉する際に発生する突入電流
(3)(2)の突入電流に関係する負荷の種類
の3つです。ヒューズの場合は原則的に(1)、(2)を考慮します。ヒューズが切れるのは電流が流れて発生するジュール熱(の短時間での累積値)が一定の限度を超した時にヒューズが溶けて回路が切れます。(2)の突入電流については、発生するジュール熱を積分した結果がヒューズの溶断限界を超えていなければ、そのヒューズは電源ON時に溶断しません。しかしスイッチの接点にとっては、積分したジュール熱よりもアークがどの程度の強さでどの位の時間流れるかが重要であり、ヒューズが切れないからスイッチもヒューズと同じ定格でOKということにはなりません。
(3)の負荷については、真空管アンプの場合は、スイッチは直接的には電源トランスにつながっており、間接的にその先の平滑回路である電解コンデンサーにつながっています。実はコンデンサーというのはONの瞬間に大量の電流を吸い込もうとしますので瞬間的に非常に大きな突入電流が流れ、スイッチにとってはもっとも過酷な負荷の一つです。またトランスも誘導負荷といって、単純な抵抗負荷に比べるとスイッチのダメージが大きくなります。(詳しくはここをどうぞ。これを書いた中の人は私です。)
従ってスイッチの定格としては、この場合は大きければ大きいほど良い、ということになります。(スイッチの定格は抵抗負荷という、抵抗だけの回路を前提にした値が書いてあります。実際の回路で抵抗成分だけというものは存在しませんので、ある意味バーチャルな数字です。定格が6Aだから6Aの電流が流れる回路で使えるというのは間違いです。)(微小電流の回路で大きな定格のスイッチを使うのは問題がありますが、真空管アンプの電源スイッチではそれは考慮不要です。)
目安としては、最低でもヒューズの電流定格の3倍以上、余裕を見るならば5倍以上をお勧めします。私が今回作製したアンプはヒューズは2Aで、スイッチの定格は125VAC15Aで7.5倍

にしています。(左の写真が今回使ったNKKスイッチズのS-21Aというトグルスイッチです。2極のスイッチを使ったのは「両切り」にしたからです。なお丸ナットは六角ナットに変更しています。)
(以前キットで作ったPCL86超三結アンプの時は、125VAC10Aのロッカースイッチを使いました。この時もヒューズは2Aだったので5倍です。)十分余裕がない定格の電源スイッチを使うと、最悪接点が溶着してスイッチが切れなくなったり、またメーカーが保証している電気的操作回数よりも少ない回数でスイッチが駄目になるということになります。(特に安いギターアンプとかだとスパークキラーなどの突入電流を緩和する部品も入っておらず、スイッチオンで「ボツッ!」といったノイズが入るのがあります。こういうのはそのままスイッチの接点にもかなりのダメージを与えています。)
P.S. 2022年7月20日 上記ページの作者に連絡して、不適切な記述は修正していただきました。
今回製作の真空管アンプにボンネット追加
 以前買った中華アンプ用のボンネット(本体は持っておらずボンネットだけ買ったもの)が何と今回のアンプのサイズにぴったり。ちょっと高級感が出た?
以前買った中華アンプ用のボンネット(本体は持っておらずボンネットだけ買ったもの)が何と今回のアンプのサイズにぴったり。ちょっと高級感が出た?
今回の真空管アンプ→メインシステムに採用
 結局、今回作った真空管アンプはメインシステムの一部に採用しました。そういうつもりで作製したのではないのですが、予想外に音が良かったためです。特に良い所は、
結局、今回作った真空管アンプはメインシステムの一部に採用しました。そういうつもりで作製したのではないのですが、予想外に音が良かったためです。特に良い所は、
(1) S/N比
真空管アンプなのにボリュームを最大にしてもまったくノイスがありません。これは、ショットキーバリアダイオードによる整流ノイズの減少、定電流回路で三端子レギュレーターを使わず全て定電流ダイオードを使ったこと、およびツイストペア配線を使うべき所に使ったこと、などの複合の効果だと思います。アナログ録音を聴いた時に、テープのヒスノイズまでがはっきり確認出来る位に静寂なバックです。
(2) 定位の良さ
全段差動プッシュプルアンプは原理的に他Chからの同相信号が抑制されてクロストークが0になり、定位が非常に優れています。なんですが、今回のアンプは手持ちのKT88の全段差動プッシュプルアンプと比べても更に定位が良く、かつ音像が引き締まっています。
の2点です。いやー、真空管アンプもまだまだ色々な可能性を秘めていますね。
今回の真空管アンプの回路図(正式版)
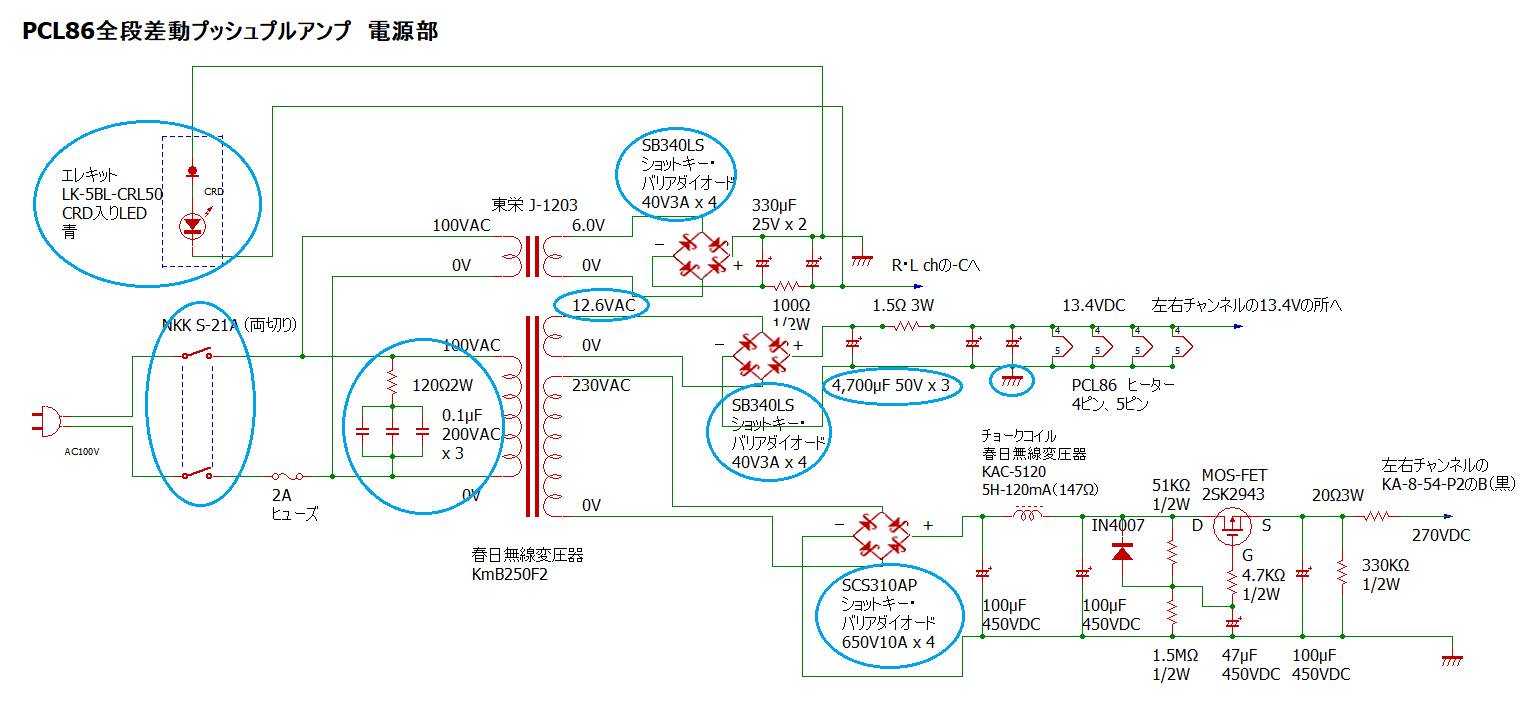
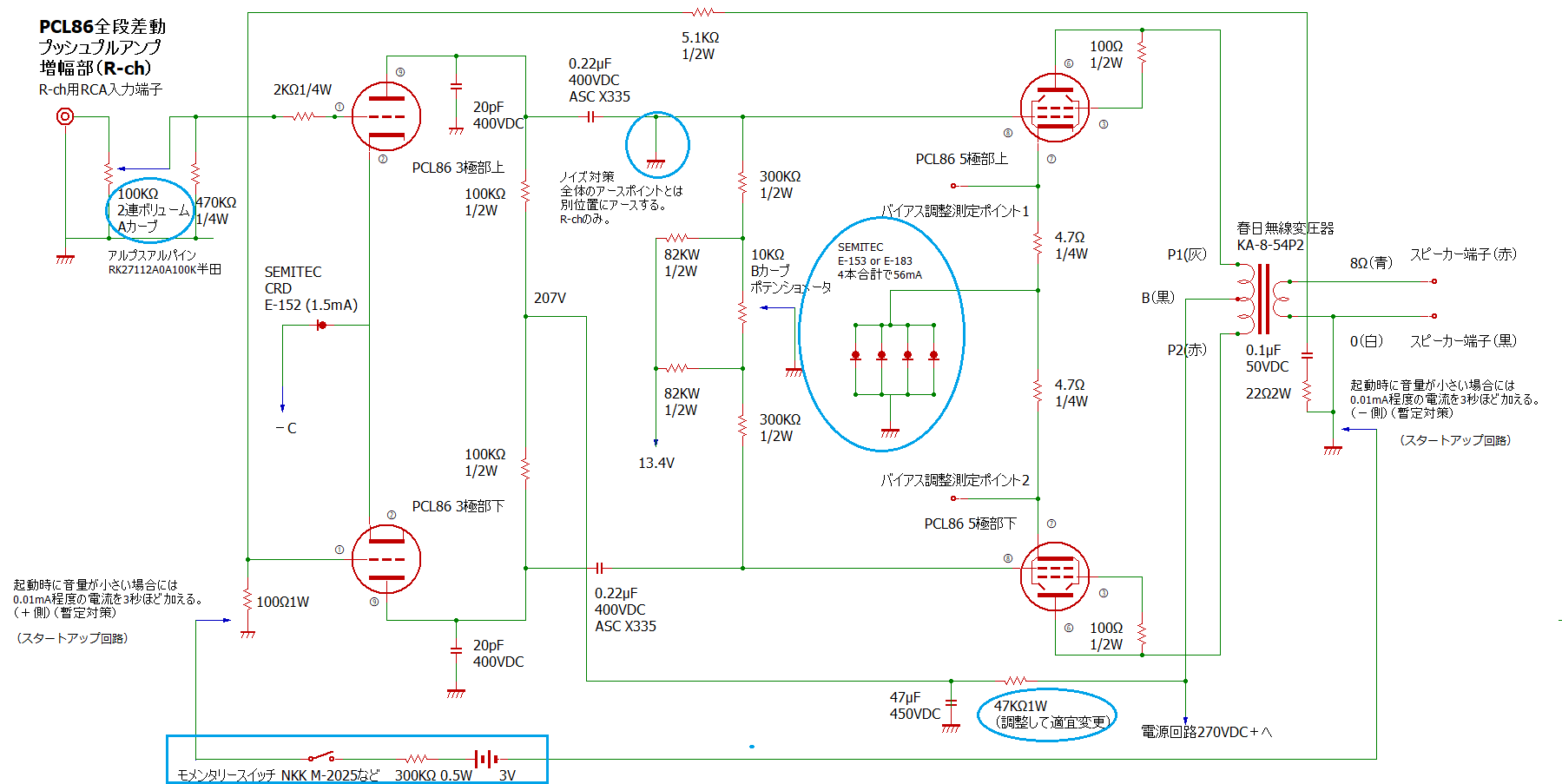
やっと回路図エディターの使い方が分かったので、今回の真空管アンプの正式な回路図を作成しました。青丸で囲っている部分が元の回路からの変更点です。